 切换行业
切换行业

杨艳对煤制油废水采用聚合氯化铝(PAC)和聚合硫酸铁(PFS)进行了混凝-气浮试验,试验结果表明PAC处理效果较好。研究认为PAC的最佳投加量为3.6g/L,最佳pH为7,最佳水力条件是90r/min。
在上述研究的基础上,进行了动态试验。
1、试验水质和工艺流程
(1)废水和回水水质
试验所用水采自某煤制油厂,废水基本性质见下表,回用水水质标准见下表。


(2)混凝-气浮试验工艺流程
混凝-气浮试验工艺流程见下图。

图中进水箱体积为210L,泵的型号:40BZ6-15DA,反应器体积为125L,空压机型号:LP-40,气浮池体积为140L。
2、动态试验结果与分析
混凝-气浮动态试验是从3月26日到4月22日每天从出水口取样,测定CODCr、NH3-N、油和SS等各项指标。其中选取3月26号到4月22日隔日实验数据进行分析。
(1)混凝-气浮对CODCr的去除效果
每天取混凝-气浮后水样200mL,过滤后,用重铬酸钾法测定CODCr含量。其日期与去除效果见下图。
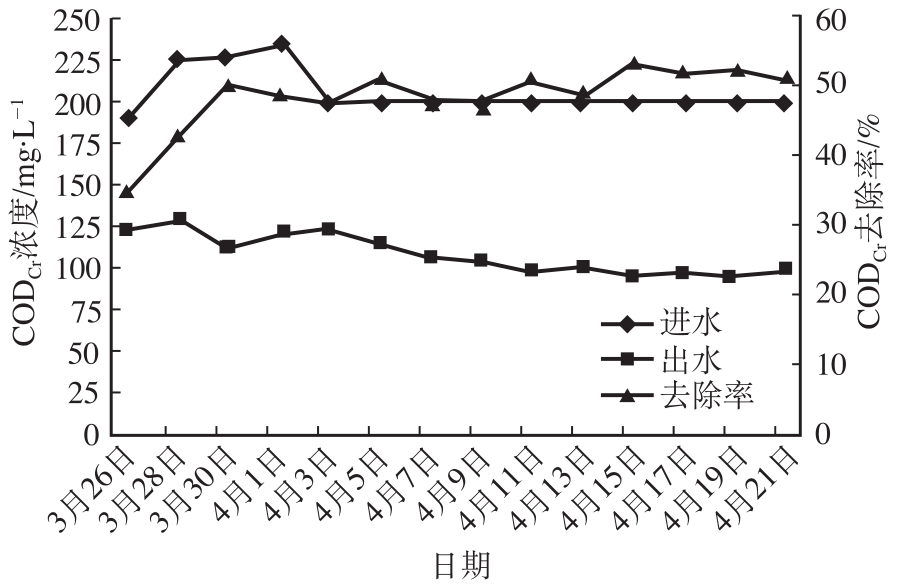
由上图可见,从第1天至第8天,进水CODCr在187~235mg/L,水质变化较大,CODCr去除率有一定变化。第8天以后,出水CODCr去除率比较稳定,出水CODCr降至100mg/L以下,CODCr的去除率基本稳定52%左右,由此证明,采用聚合氯化铝作为混凝剂对废水进行混凝预处理,能有效的降低后续生物处理的有机负荷,为最终出水的达标排放提供了保障。
(2)混凝-气浮对NH3-N的去除效果
每天取250mL混凝-气浮后水样,过滤,采用蒸馏-纳氏试剂光度法测NH3-N含量,测定日期与去除效果见下图。

由图中可以看出,进水氨氮在28~35mg/L,在1~10天,出水氨氮浓度比较高,氨氮去除率不稳定,但是随着反应的正常进行,在第10天后,出水氨氮降至20mg/L左右,去除率达到30%左右。
(3)混凝-气浮对油的去除效果
每天取大约1L混凝-气浮后的水样,采用重量法测定油含量,测定日期与去除效果见图5-33所示。
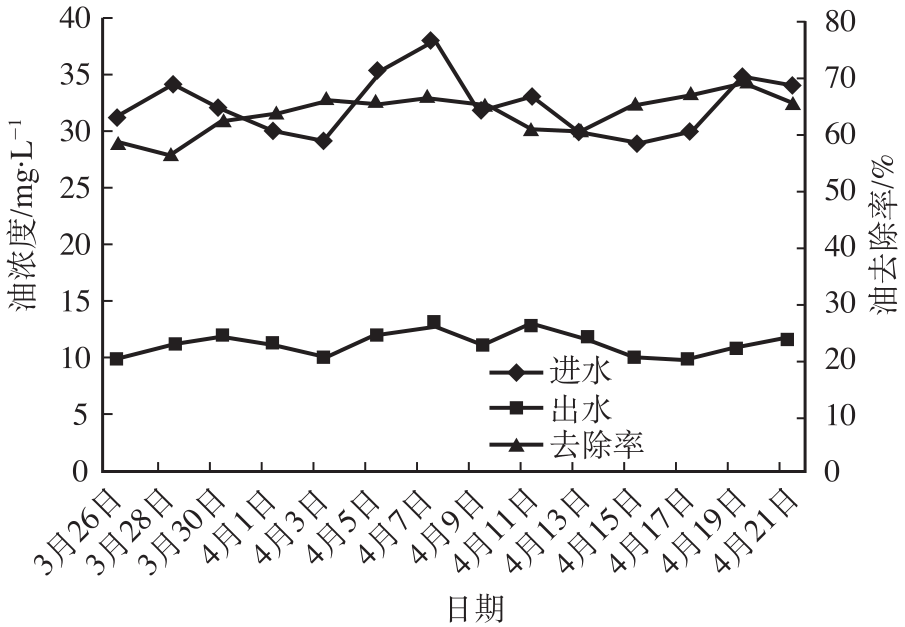
由图中可以看出,混凝-气浮对煤制油低浓度含油废水中油的去除率可达65%左右。这主要是由于气浮过程中产生大量的微气泡,而油的密度低于水的密度,油与微气泡黏附形成小于水的气浮体,在浮力的作用下,上浮至水面形成浮渣,使其去除。
(4)混凝-气浮对SS的去除效果
每天取混凝-气浮后的水样100mL,采用重量法测定SS含量,测定日期与去除效果见下图。
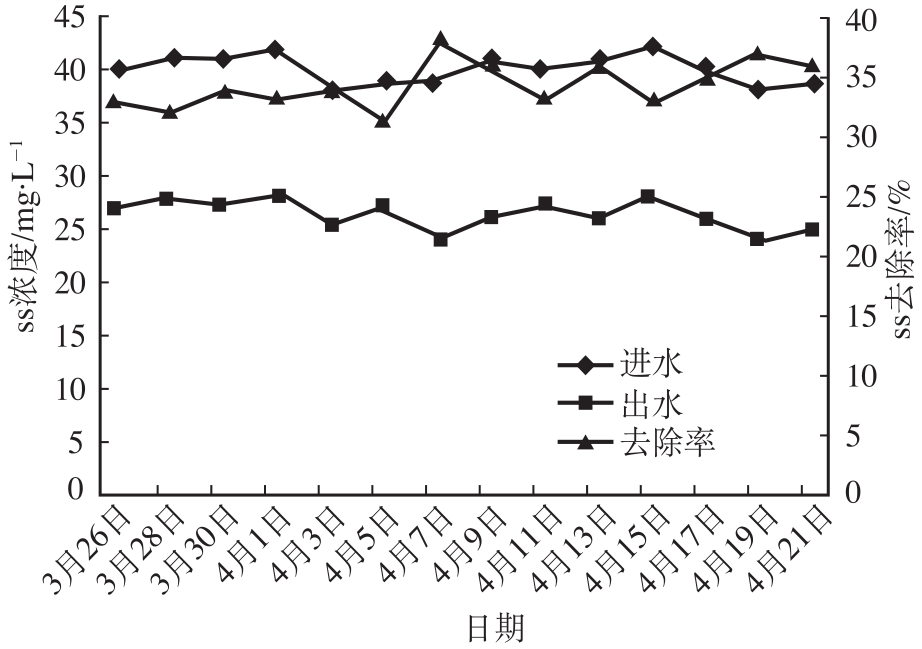
由图中可以看出,SS去除率达到35%左右。这是由于废水中的胶体带负电,聚合氯化铝在水中水解产生的聚合正价离子可以中和废水中的胶体物质,压缩双电层,形成混凝沉淀,而且悬浮絮凝体不断长大,沉淀速度不断加快,可以获得很高的SS的去除效率。
上述混凝气浮运行试验结果表明,进水pH为7~8,CODCr为197~235mg/L,NH3-N为28~35mg/L,油为29~35mg/L,SS为38~42mg/L时,去除率分别达到52%,30%,65%和35%。


 正在加载...
正在加载...


