 切换行业
切换行业

焦化废
水来源
太原煤气化集团有限公司第二焦化厂年产焦炭100万t,主要供应太原市生产和生活用煤气,因地处市区,对焦化生产过程中产生的各类废水,要求全部进行生化处理并实现零排放。
01、焦化废水的来源
焦化废水主要来源有4部分:①剩余氨水来源于煤的干馏及煤气冷却过程,占废水产生量的一半以上,也是氨氮(NH3-N)的主要来源,其中的氨氮高达2000~4000mg/L,要经过蒸氨处理后,使氨氮降低到200mg/L时,才能进行生化处理,废水量为15~35m3/h;②煤气净化过程中产生的废水,如煤气冷凝液、水封水、地坪冲洗水、脱硫和硫胺等过程产生的废水,废水量为10~20m3/h;③煤气终冷水,5~10m3/h,来源于煤气粗苯分离过程;④生活废水来源于食堂、澡塘、办公楼、化验及辅助设施,废水量为5~10m3/h。
02、生化处理设计水量及水质
废水处理站进出水设计指标见下表。

焦化废水处理
工艺的运行管理
01、生化处理工艺
A2/O工艺由预处理、A-A/O工艺、后混凝污泥处理系统、生物滤池等组成,其工艺流程示意图见下图,图中虚线部分事故池为2008年新增设施,生物滤池为2010年新增设施。

02、控制焦化废水产生量
对生化进水的控制(包括废水产生量控制和废水水质控制)是生化出水能否达标的关键。控制焦化废水产生量,应从用水和产水源头两方面控制。通过对全厂的水平衡进行实际测试,来控制各工序用水水量,尽可能地减少废水产量。如通过水平衡的情况,发现全厂的泵轴冷却水为5~10m3/h,完全可循环复用,而不是使用后与其他净化冷却水混合成污水,进入生化处理,因此,太原煤气化公司投资2万元增加了1台泵,建了1个集水池,将这部分水打回循环水系统,一举两得,一方面减少了循环水的新鲜水补充量,提高了复用率,另一方面减少了生化进水水量负荷,延长了生化进水在各处理单元停留时间,处理效果更好。与此同时,发现各车间的地坪冲洗水用量很大,通过各级管理,采用墩布擦试,大大减少了污水产生量,诸如此类的节约用水管理办法看似简单,却减少了废水的产生,使生化进水量减少20%。
03、控制进水水质
进水水质的控制指标主要有两个:COD和氨氮。通过预处理系统,实现这两个指标的控制。预处理系统由除油池、气浮池、调节池和事故池组成,为了实现对生化进水水质的控制,又新增建设了1000t的事故池和调节池各1座。当来水超标时,将超标废水导入事故池,进行稀释调配,逐步进入废水处理系统,避免了水质超标的事故对系统的冲击。通过工艺改进,不仅可使原设计中2个并联运行的调节池并联使用,而且还可串联使用,使水质更加均一、稳定,大大降低了因废水水质波动造成的对后续处理设施的影响。操作中,建立了预处理系统废水超标预防体系,制定了《废水超标应急处理预案》和《废水处理特殊操作规程》,将进水和水质自动分析设施联锁,实现自动控制,同时对COD每日进行2次人工化验;对氨氮4次化验或根据生产需要随时采样分析。采取措施后,实际进水水量、水质与生化设计进水水量、水质对比列下表(2008~2012年平均值)。

从表中可以看出,处理水量的降低及水质的改善为后续系统的处理提供了稳定的前提条件。
A2/O处理系统
的技术改进措施
A2/O处理系统包括:厌氧池、缺氧池、好氧池、二沉池、污泥回流、清液回流等设施。该系统的运行效果决定整个污水处理站的处理效果,其中缺氧池和好氧池更是核心设施。
01、缺氧池的改进
缺氧池是废水进行反硝化的重要场所。缺氧池有两格,长16.5m、宽24m、高5m。内设组合填料29000根。在运行过程中,发现组合填料上的污泥生长后,很难自然脱落,而脱落下来后,会逐渐沉积在池底,久而久之,造成缺氧池底部布水管甚至部分填料层的堵塞,导致布水不匀、池容减小,严重影响缺氧池的工艺指标和处理效果。为此,在其清液回流管路上,加装了压缩空气吹扫装置,定期对缺氧池进行吹扫,人为控制缺氧池填料上的生物更新,防止生物膜大量老化脱落,即使老化脱落,也会被吹扫到后续系统,氧化分解或随剩余污泥排出系统,从而对缺氧系统的工艺指标由被动的处理变成主动控制,保持系统的最佳状态。改造时,从压缩空气主管接DN32mm的钢管,与清液回流布水器进水主管相连,控制阀门即可。这一工艺改造在使用同样工艺的国内厂家是首创,值得借鉴。
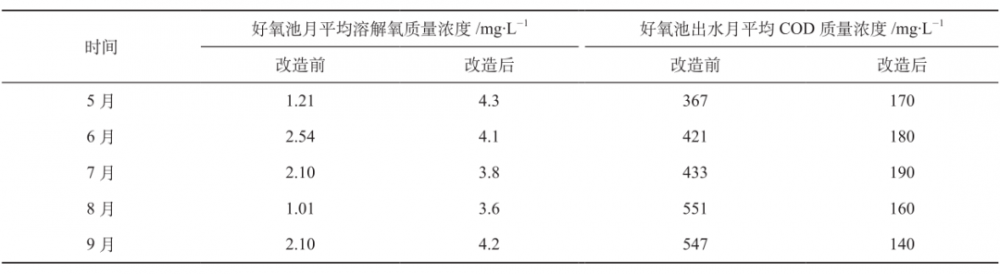
02、好氧池鼓风机的换型改造
好氧池鼓风机的作用是对好氧池进行曝气,用人工的方式增加好氧池中的溶解氧,为微生物降解COD提供所需的溶解氧。原好氧池鼓风机为D45-1.7型离心风机,其出口风压为686000Pa,由于出口风压较低,在夏天运行时,常造成风机“喘震”现象,严重影响曝气和充氧效果。这是因为鼓风机实质是一种变流量恒压装置,当转速一定时,鼓风机的压力—流量理论曲线是一条直线,但由于内部损失,实际特性曲线是弯曲的。鼓风机所产生的压力受到进气温度变化影响,进气温度越高,产生的压力越小。进气温度每升高1℃时,气压下降约196Pa(20mmH2O),太原市正常气温夏天温度可升高15℃左右,这样鼓风机气压就会下降2940Pa(300H2O)。实际工作时,曝气池水面高度为6500mm,产生压力66330Pa,在废水流量不变的情况下,曝气池内曝气头损失约为4900Pa(500mmH2O);管道损失约3920Pa(400mmH2O);当进气温度升高15℃,压力将下降2940Pa(300mmH2O)时,需要鼓风机风压至少75460Pa(7700mmH2O),但是原鼓风机风压为68600Pa(7000mmH2O),因此鼓风机风压就不能满足使用要求,造成严重的“喘震”现象,影响正常生化处理效果。基于这种情况,通过多方论证,将风机换型改造成D45-1.8型离心风机,其出口风压为78400 Pa(8000mmH2O),彻底解决了风机运行问题,保证了好氧池的溶解氧供应。2012年风机改造前后好氧池溶解氧和COD出水指标对比见下表。
03、好氧池污泥回流系统的改造
原生化回流系统包括污泥回流泵4台、清液回流泵4台及集水井。虽然采用了先进的自动液位及流量监测系统,但是集水井被抽干或溢流现象时有发生,操作工劳动强度大,而且保持液位平衡非常困难。由于生化运转设备多,为了防止事故的发生,要求生化操作人员不间断地对液位进行调节。同时,由于絮状结构的活性污泥具有沉降性好的特点,当活性污泥回流到污泥井后,会迅速沉淀在污泥井里,而污泥井是缺氧环境,这样活性污泥在污泥回流井出现沉淀、死角和大量的死亡。这种情况下,通过研究和实验,最终选择了将原污泥回流液下泵改为液上泵,并将二沉池回流管与液上泵进口相连,不经回流集水井而直接打回好氧池的办法,这就从根本上消除了活性污泥在污泥回流井产生漂泥、死泥的现象,保证了污泥回流系统的正常运行。同时原液下泵功率15.5kW,而液上泵功率仅为5.5kW,运行过程中,4台24h运行,这样,每天即可节电960kW·h,年节电345600kW·h,经济效益显著。这项工艺改进是污泥回流系统的关键工艺技术。该技术改造成果在唐山佳华焦化厂也进行了应用,由太原煤气化集团有限公司第二焦化厂进行开工调试指导,同样取得明显效果。
04、后混凝处理系统的管理和控制
后混凝系统包括混合反应池、混凝沉淀池、加药装置等,其主要作用为进一步去除出水COD,使出水水质达标。该系统的重点是药剂添加量的准确把握和控制。对后混凝系统所采用药剂的种类和处理效果,进行了多种药剂的选择实验,最终选定了使用类型。在此基础上,对每批药剂进行添加量实验室分析,不断改进药剂添加的配比,并确定每日最佳加药量。长期的实践证明,后混凝系统的药剂添加量为1000t水、600kg药,每增减100t水增减60kg药,动态加药。方法简单易行,按此方式加药后,COD的去除率可稳定达到20%,处于最佳处理效果,同时减少药剂投加浪费,每年可节约药剂成本25万元。
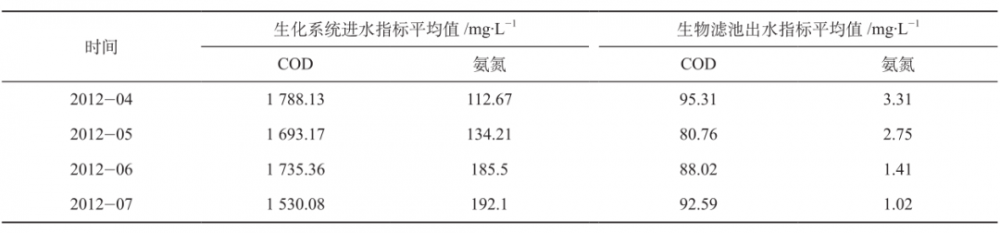
05、增设生物滤池后续处理设施
为了进一步提高废水深度处理效果,第二焦化厂于2008年进行了生物滤池建造项目。曝气生物滤池是一种新型污水生物膜处理技术,在生化废水处理系统的末端,设计了1套后期生物滤池净化系统,对处理后焦化废水进行深度处理。
随着曝气生物滤池中微生物适应能力的增强和处理能力的提高,COD、氨氮指标趋于稳定,低于国家一级标准中的指标值,处理效果明显提高。增设生物滤池后处理效果列于下表。
废水处理站采用了先进在线监测及自动化设备,在集控室内就可实现从液位、流量到设备切换的自动控制和在线监测。先对操作工进行理论培训,经专家和技术人员指导,再针对性地安排实际操作。通过强化管理,废水处理站的整体运行效率较高,生化人员配置由原先的7~8人,减少到2~3人,操作工不仅能够从事废水处理的日常工作,还能根据进出水指标,对系统运行异常进行准确判断,并合理灵活的调整系统工艺,及时发现并合理处理各种工艺变化。
 正在加载...
正在加载...


