 切换行业
切换行业

由哈尔滨工业大学设计的国内首家煤制气废水处理技术在中煤龙化哈尔滨煤化工有限公司污水处理站建设了示范工程,该项目于2006年分两期建设了含酚含氨污水蒸出萃取预处理装置和生化氧化装置,其中预处理装置处理污水能力为210t/h,生化氧化装置处理能力为367t/h,项目总投资1.8亿元人民币,总占地约21亩。
01处理工艺概述
煤制气废水与兰炭废水类似,废水中有毒有害物质浓度高,含有大量的酚类、烷烃类、芳香烃类、杂环类、氨氮和氰等物质,同时具有较高的色度和浊度,属于生物难降解废水,该废水比焦化废水难以处理。因此,在兰炭废水处理领域具有一定的借鉴意义。
该处理工艺的核心技术为:“除油系统—EC厌氧系统—BE生物增浓系统—三级A/O生物脱氮系统—BAF生物滤池”的组合处理工艺,具体工艺流程如图所示。
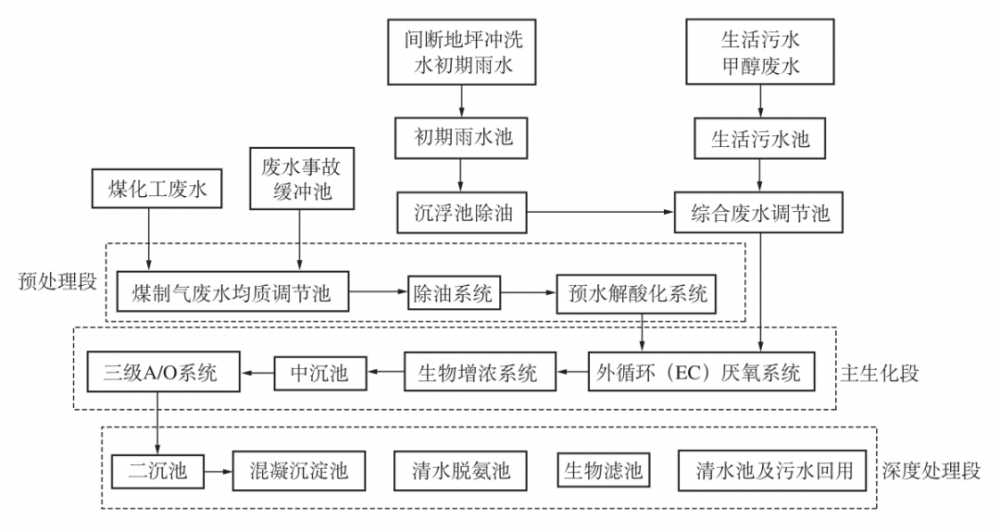
①预处理工段
本预处理段采用针对煤气化工艺废水特点的预处理工艺,由于煤气化工艺废水的来水水温较高、废水发泡性较强,废水中的油类物质采用溶气加压气浮等工艺,去除效果较差。通过在中煤龙化哈尔滨煤化工有限公司煤气化工艺废水的工程调试和现场中试的基础上确定,煤气化工艺废水中的部分油类物质在厌氧状况下可以降解,不会对后续的好氧系统产生不利的影响。
在预处理段设计了CD除油沉淀池和预水解酸化系统,不仅解决了后续EC厌氧塔工艺运行的要求,也解决了由于废水中的油珠呈乳化状,难以采用隔油及加压气浮等工艺除油的问题,避免了因空气预氧化措施导致废水色度加深、泡沫增加的问题,以及预氧化中间产物醌类物质难以生化降解的难题,为后续生化处理创造了良好的条件。
②主生化处理工段
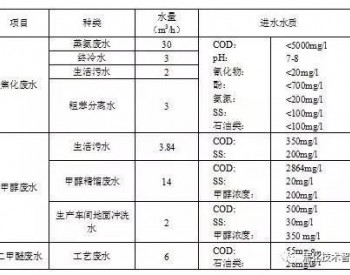
由于酚氨回收废水具有一定的毒性,当酚氨回收废水浓度较高的时候对于厌氧和好氧微生物有抑制作用,根据目前示范工程运行经验和国家课题成果,当废水的总酚含量在400mg/L以下时,会对厌氧和好氧微生物的抑制作用降低。本工段设计采用以下主要工艺:
EC厌氧系统以及出水回流降低废水的含酚浓度的方式进行厌氧还原处理多元酚。
BE生物氧化池工艺是投加一定量的生物剂增加污泥浓度,控制特定的水力条件、高污泥浓度、低溶解氧等参数实现在低氧条件下去除有机物。由于BE生物氧化池只需要硝化50%的氨氮,硝化步骤只需要控制到亚硝化阶段,因此可以节约碱度50%,节约供氧量62.5%。低氧曝气避免了运行中泡沫增加的问题,是组合工艺中最主要的酚类污染物去除工艺之一。水流推进式回流比可以达到600~1000%,稀释了进水中酚的毒性,在降解酚的同时可以去除总氮。
三级A/O系统针对酚氨回收废水剩余氨氮和有机物的降解需要调整回流比,对氨氮硝化和反硝化脱氮进行强化处理,三级A/O氧化工艺的兼氧与好氧交替运行可以改善难降解污染物的性质,强化降解废水中剩余的有机污染物。污泥经浓缩、压滤后送电厂掺入煤中焚烧。
③深度处理段
混凝沉淀池处理工艺主要是通过投加混凝剂和脱色剂,进一步去除污水中难降解的COD,有效地降低了废水的色度和去除难降解有机物。
高级氧化工艺采用多相催化臭氧氧化技术,经证明羟基自由基(·OH)的氧化电极电位比水处理中常用的其他氧化剂(除氟F2之外)的氧化电极电位都高。因此,羟基自由基(·OH)具有更高的氧化活性、更强的氧化能力,在水处理中得到广泛的应用。
BAF生物滤池工艺采用亲水性BJ滤料,具有吸附、截滤和生物降解的功能,能达到对废水中剩余有机物和氨氮等污染物深度处理的目的。
滤池是一种去除水中SS的深度处理技术,作为废水的回用深度处理手段,可确保出水水质达到设计要求。
本高酚氨废水处理工艺通过各单元过程合理搭配,确保废水中污染物去除,可回收废水中有用的成分,变废为宝,将废水处理后达到工艺循环水系统的补水要求水质,总废水回收率99.9%。同时具有占地面积小、污泥产率低、外加盐分少、泡沫问题小、运行费用低、稳定性强等优势。



 正在加载...
正在加载...


